
作者: 發表時間:2018-10-17 14:20:24瀏覽量:1849【小中大】
激光焊接是將具有優異的方向性、高亮度、高強度、高單色性、高相干性等特點的激光束輻射至加工工件表面區域內,激光束經過光學系統聚焦后,其激光焦點的功率密度為104-107W/cm2,通過激光與被焊物的相互作用,在極短的時間內使被焊處形成一個能高度集中的熱源區,熱能使被焊物區域熔化后冷卻結晶形成牢固的焊點和焊縫。
根據所用激光器及其工作方式的不同,常用的激光焊接方式有兩種,一種是脈沖激光焊,主要用于單點固定連續和簿件材料的焊接,焊接時形成一個個圓形焊點;另一種為連續激光焊,主要用于大厚件的焊接和切割,焊接過程中形成一條連續焊縫。就一般而論,焊接材料的選擇、激光焊接機的選擇,加工工作臺的選擇,是影響激光焊接效果的主要因素。
而對于焊接過程中熔化現象能否產生和產生的強弱程度則主要取決于激光作用材料表面的時間、功率密度和峰值功率,控制好上述各參數就可利用激光進行各種不同的焊接加工。激光焊接中,光束焦點位置是最關鍵的控制工藝參數之一>,在一定激光功率和焊接速度下,只有焦點處于最佳位置范圍內才能獲得最大熔深和好的焊縫形狀。

一、激光焊接的主要特性 與其他傳統的焊接技術相比,激光焊接具有如下的優點:
1、激光焊接屬非接觸式焊接,作業過程不需加壓,焊接速度快、功效高、深度大、殘余應力和變形小,能在室溫或特殊條件下(如封閉的空間)進行焊接,焊接設備裝置簡單,不產生X射線。
2、可焊接如高熔點金屬的難熔材料,甚至可用于如陶瓷、有機玻璃等非金屬材料的焊接,對異形材料施焊,效果良好,且具有很大的靈活性,可對于焊接難以接近的部位施行非接觸遠距離焊接。
3、激光束經聚焦可獲得很小的光斑,由于不受磁場影響且能精確定位,因此,可進行微型焊接,適用于大批量自動化生產的微、小型工件的組焊中。
4、激光束易實現光束按時間與空間分光,可以切換裝置將激光束傳送舉多個工作站,因此,能進行多光束同時加工及多工位加工,為更精密的焊接提供了條件。
5、激光焊接因屬無接觸加工,沒有工具損耗和工具調換等問題,同時,其不需使用電極,因此沒有電極污染或受損的顧慮,且易于以自動化進行高速焊接。亦可以數位或電腦控制。然而,激光焊接也存在著一定的局限性:
首先,激光器及其相關系統的成本較高,一次性設備投資較大。
其次,在焊接過程中,要求焊接裝配精度高,且要求光束在工件上的位置不能有顯著偏移。
另外,焊接厚度比電子束焊小,焊接一些高反射率的金屬還比較困難。
二、激光焊接的工藝方法
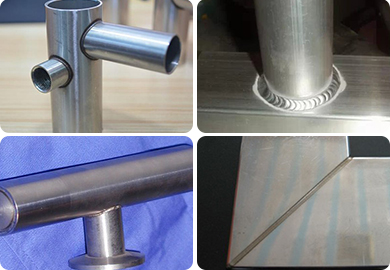
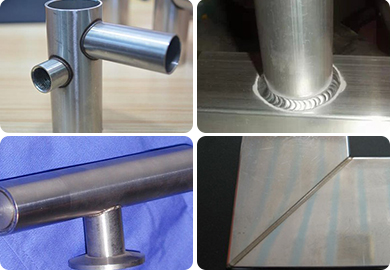
1、片與片間的焊接。一般采用手動焊接和自動化焊接,其包括對焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四種工藝方法。
2、絲與絲的焊接。一般采用手動焊接和半自動焊接,其包括絲與絲對焊、交叉焊、平行搭接焊、T型焊等四種工藝方法。
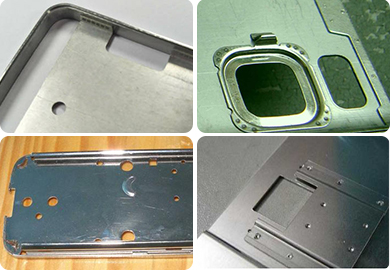
4、不同金屬的焊接。焊接不同類型的金屬要解決可焊性與可焊參數范圍,不同材料之間的激光焊接只有某些特定的材料組合才有可能。
5、塊狀物件補焊。采用激光將激光焊絲熔化沉積到基材上,一般適合模具等產品的修補。

 激光打標機
激光打標機 激光焊接機
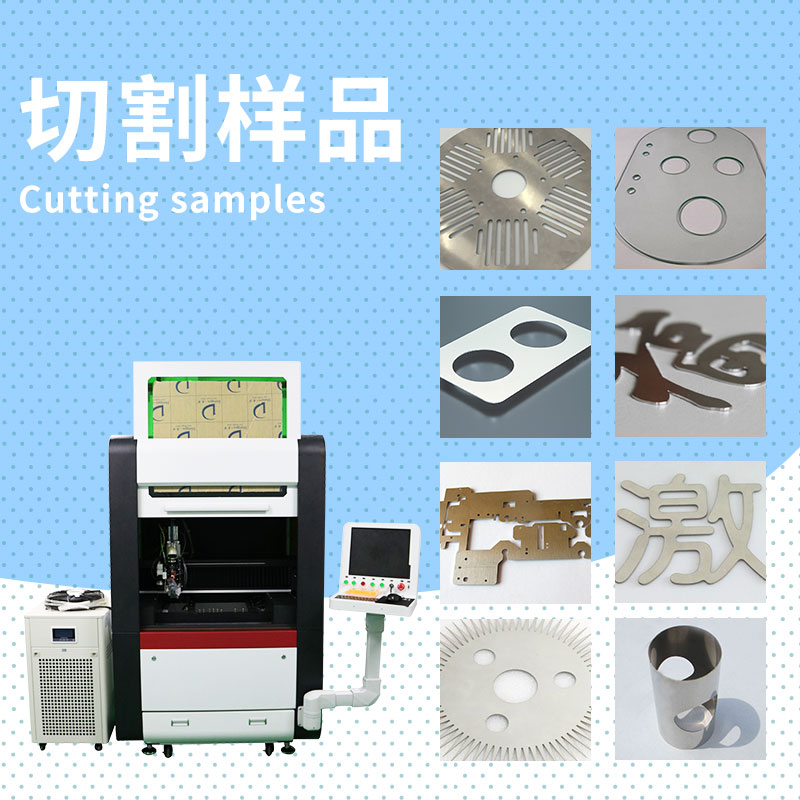
激光焊接機 激光切割機
激光切割機









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639