激光焊接動力電池的阻力
作者: 發表時間:2019-11-12 10:01:09瀏覽量:2010【小中大】
深圳市嘉聯激光有限公司是一家致力于激光設備的研發、設計、生產、銷售和服務為一體的高新技術企業。公司生產基地位于廣東省深圳市龍崗區,旗下涵括激光設備機自動化非標設備生產和銷售兩大體系。
新能源汽車的普及,為動力電池制造業帶來了新機遇,新能源汽車電池、電機、電控三大核心零部件中,動力電池在整車成本中所占比例最高,直接決定整車性能;生產設備的精度和自動化水平直接影響到電池的質量和生產效率。
激光焊接機的出現有效解決了焊接難題,激光焊接技術是一種先進的加工技術,是動力電池生產的最佳選擇。
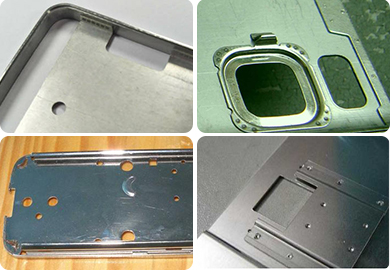
動力電池外殼的焊接主要為側焊和頂焊兩種焊接方式,各有優勢和劣勢,動力電池鋁殼材料的特殊性,容易出現凸起、氣孔等問題,方形電池焊接在拐角處容易出現問題。
動力電池遇到的焊接難點有哪些呢?
1、方形動力電池的焊接難點
方形電池來料的精度等方面的因素影響,焊接作業時拐角比較容易出現問題,要根據實際情況不斷調整焊接速度來解決這類問題;圓形電池則沒有這方面的問題,后續集成成電池模組的難度較大。
2、動力電池鋁殼的焊接難點
動力電池鋁殼占據整個動力電池的90%以上,鋁材的激光焊接難度較大,會出現焊痕表面凸起、氣孔、內部氣泡等問題;這些問題是激光焊接的致命傷,很多應用由于這些原因不得不停止或者想辦法規避。
3、動力電池焊接的工藝難點
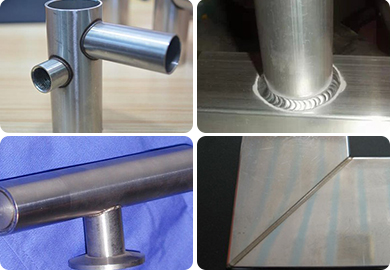
動力電池鋁殼厚度一般都要求達到1.0毫米以下,大多廠家目前根據電池容量不同殼體材料厚度以0.6mm和0.8mm兩種為主;焊接方式主要分為側焊和頂焊,側焊的好處是對電芯內部的影響較小,飛濺物不會輕易進入殼蓋內側;焊接后可能會導致凸起,這對后續工藝的裝配會有些微影響,所以側焊工藝對激光器的穩定性、材料的潔凈度和頂蓋與動力電池鋁殼的配合間隙有較高的要求。頂焊工藝焊接在一個面上,可用更高效的
振鏡激光焊接機。
動力電池焊接當中,工藝技術人員根據客戶的電池材料、形狀、厚度、拉力要求等選擇合適的激光器和焊接工藝參數,包括焊接速度、波形、峰值、焊頭傾斜角度等來設置合理的焊接工藝參數,以保證最終的焊接效果滿足動力電池廠家的要求。



 激光打標機
激光打標機 激光焊接機
激光焊接機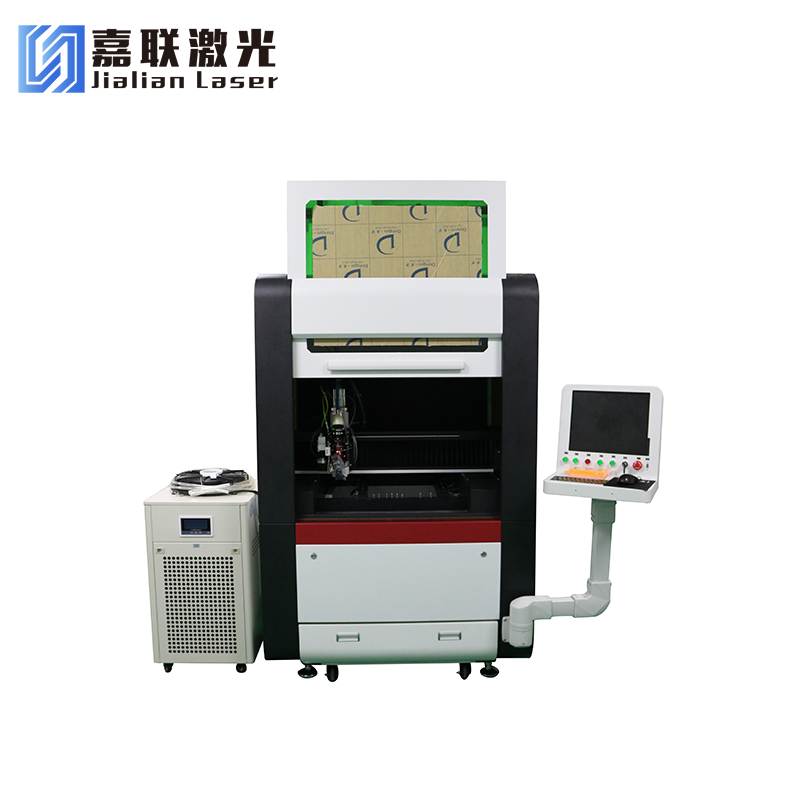 激光切割機
激光切割機









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639